耐高温腐蚀
Sanicro® 28具有优异的高温腐蚀性能,其高铬含量使其具有抗气体腐蚀性能。因此,它是还原性气氛和低氮氧化物燃烧的绝佳材料,可用于各种蒸汽锅炉应用中的水墙、蒸发器和过热器,如黑液回收、城市垃圾、废热和生物质锅炉。
耐高温腐蚀
Sanicro® 28具有优异的高温腐蚀性能,其高铬含量使其具有抗气体腐蚀性能。因此,它是还原性气氛和低氮氧化物燃烧的绝佳材料,可用于各种蒸汽锅炉应用中的水墙、蒸发器和过热器,如黑液回收、城市垃圾、废热和生物质锅炉。
我们的复合管具备如下优势:
更容易弯曲——在弯曲过程中,内层碳钢或低合金层可以支撑外层不锈钢层。
我们已经开发出了使用牌号Sanicro® 28不锈钢作为外层部件的复合管,可以满足不同类型的锅炉中更为严苛的条件。Sanicro® 28是一种奥氏体不锈钢合金,最初设计用于高腐蚀性磷酸应用。它在强酸中具有良好的耐腐蚀性,对应力腐蚀开裂、晶间腐蚀、点蚀和缝隙腐蚀具有良好的耐受性。复合管由高合金不锈钢或镍基材料外层和普通碳或低合金锅炉管材料的内部负载载体冶金结合而成。所有钢管都经过100%的无损检测(超声波和涡流),检查内外部缺陷,验证冶金结合,确保各层厚度在规定的公差范围内。

自20世纪70年代初以来,我们一直在生产复合管,为纸浆和造纸行业的回收锅炉提供大量的炉壁。
外部组件Sanicro® 28、UNS N08028、W.-Nr. 1.4563、EN 1.0216-5、EN 1.4563、SS 2584。Sanicro® 28可用作复合管包层。压力容器的设计根据承载部件(即普通锅炉管材料)计算(见下文)。人们通常认为包层只用作防腐保护,而事实上,包层可以大大增加钢管的强度。
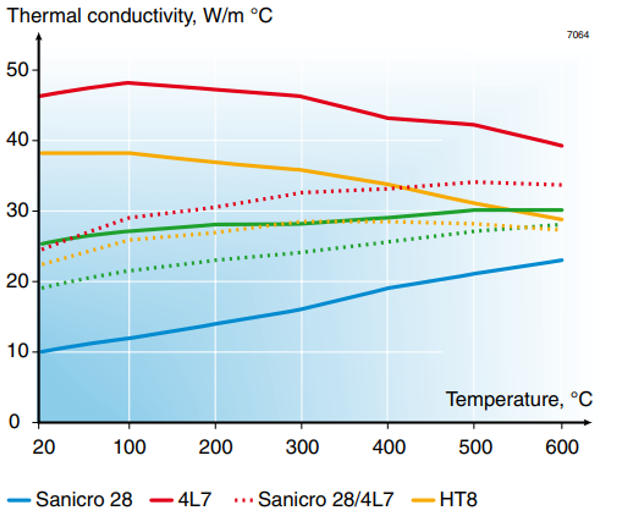
普通锅炉管材材料,如:Alleima 4L7 (ASME SA210 A1, EN 1.0425, P265GH, W.-Nr.1.0405, ST 45.8.III, SS 1435)。Alleima HT8 (ASME SA213 T22, EN 1.7380, W.-Nr.1.7380, 10CrMo910, SS 2218)。Alleima HT7 (ASME SA213 T91, EN 1.4903, W.-Nr.1.4903, X10CrMoVNb 9-1)。
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu |
| ≤0.020 | ≤0.6 | ≤2.0 | ≤0.025 | ≤0.015 | 27 | 31 | 3.5 | 1.0 |
| Alleima | C | Si | Mn | P | S | Cr | Ni | Mo | Other其他 |
| 4L7 | 0.21 | 0.3 | 0.7 | ≤0.030 | ≤0.015 | - | - | - | - |
| HT8 | 0.10 | 0.3 | 0.5 | ≤0.020 | ≤0.020 | 2.3 | - | 1.0 | - |
| HT7 | 0.10 | 0.4 | 0.5 | ≤0.020 | ≤0.010 | 8.5 | ≤0.40 | 1.0 | V, Nb, N |
Alleima合瑞迈规格:7-1-0009、7-1-1169、7-1-1288 PED 97/23/EC。EN 10216-2、EN 10216-5、EN 12952-2 附录C ASME第I部分和第II部分,VD-TÜV Werkstoffblatt 541 03.2001。
| 证明强度,Rm,MPa | 抗拉强度,Rm,MPa | 伸长率A,% | 硬度,HRB |
| ≥220 | 550-750 | ≥40 | ≤90 |
| Density | g/cm3 | lb/in3 |
| 密度 | 8.0 | 0.29 |
下面的复合管数值是根据63.5mm x 6.53mm最小管壁总尺寸计算得出的,Sanicro 28外层部件为1.65mm平均管壁,碳钢内层部件为4.88mm最小管壁。

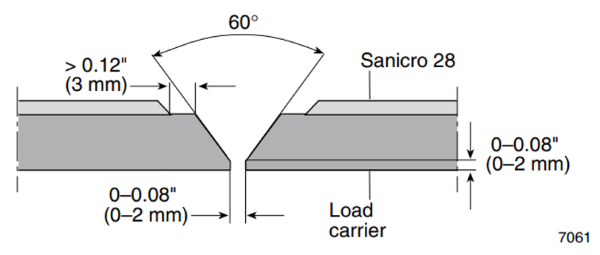
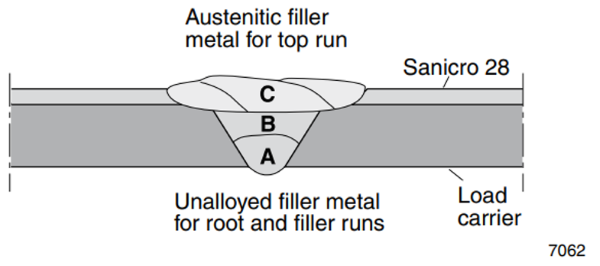
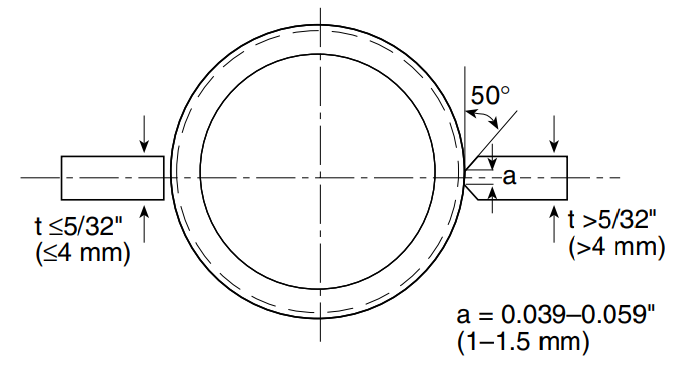
复合管的对焊必须以成分稀释过程可控的方式进行。粘合区的熔点低于不锈钢的熔点。如果粘合区接触热量,则可能出现局部熔化。为确保焊接点具有出色的耐腐蚀性和机械性能,建议采用以下边缘准备(图1)和焊接顺序(图2)。表1列出了有关焊接方法、填充金属和焊接参数的建议。
面板焊接
车间面板焊接应使用专门设计的机器。焊缝不应穿透复合管的不锈钢层,否则可能导致热裂纹或焊接结构变脆。此外,在翅片焊接(碳钢翅片)过程中,全奥氏体不锈钢填充金属的过度稀释也可能导致热裂纹或焊接结构变脆。
表1。焊接方法、填充金属和焊接参数
| 焊道(参见图2) | 焊接方法 | 填充金属对应 | 最大输入热量,kJ/mm (kJ/in.) | 最大中间温度°C (°F) | |
|
根部焊道(A)
|
TIG/MIG (GTAW/GMAW)/(141/132) MMA (SMAW/111) |
取决于所使用的承载架 | 取决于所使用的承载架 | 取决于所使用的承载架 | |
|
填充焊道(B)
|
TIG/MIG (GTAW/GMAW)/(141/132) MMA (SMAW/111) |
取决于所使用的承载架 | 取决于所使用的承载架 | 取决于所使用的承载架 | |
| 顶部行程 (C) 3) | TIG/MIG (GTAW/GMAW)/(141/132) TIG/MIG (GTAW/GMAW)/(141/132) MMA (SMAW/111) MMA (SMAW/111) |
Alleima 27.31.4.LCu Alleima Sanicro 60 4) Alleima 27.31.4.LCuR Alleima Sanicro 60 4) |
AWS A5.9 ER 383 AWS A5.14 ER NiCrMo-3 AWS A5.9 E 383-16 AWS SFA5.11 E NiCrMo-3 |
1,0 (25,0) 1,0 (25,0) 1,0 (25,0) 1,0 (25,0) |
150 (300) 100 (212) 150 (300) 100 (212) |
1)如果不锈钢剥离增加,可以对根部和填料施加更高的热量输入。
2)联系Alleima合瑞迈寻求建议。
3)MMA方法建议用于手工焊接,以确保低熔透并保持机械强度。
4)在腐蚀性较强的情况下使用Alleima Sanicro 60。
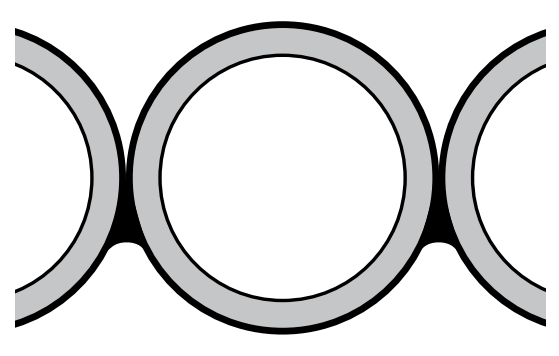
建议使用Alleima 27.31.4.LCu或Sanicro® 60焊丝进行GMAW(135/MIG)焊接。焊接从面板内侧开始,在管材之间形成的自然接缝处一次完成,参见图3。
可以使用GMAW(135/MIG)或SAW(12)焊接来制造翅片面板。填充金属的选择取决于所使用的翅片材料。SAW焊接时应使用基本助焊剂。一般来说,应尽量减少稀释,避免出现热裂纹或脆性焊接金属结构。应注意碳钢翅片材料中的杂质含量,尽量降低热裂纹的敏感性。
厚翅片应当倾斜,尽量减少焊缝中翅片材料的量,参见图5。原则上,复合管的弯曲方法与单组件管的弯曲方法相同。
|
承载部件 Alleima |
应用 | 交付年份 | 数量(米) |
| 4L7 |
铜、镍和铅冶炼 废热锅炉/蒸发器 巴西、芬兰、日本、韩国、瑞典 |
1993-2005 | > 20 000 |
| 4L7 4L7 |
城市垃圾焚烧 过热器;瑞典、挪威、英国 防水墙;瑞典、英国、丹麦、法国 |
1992-2005 |
> 10 000 |
| HT8, HT7 |
生物质燃烧 过热器;瑞典 |
1998/2005 | > 3 000 |
| HT8, HT7 |
黑液回收 过热器;全球 |
1994-2005 | > 30 000 |
| 4L7 |
煤粉燃烧 防水墙;美国 |
1995-1996 | > 1 000 |
| HT8, HT5 |
煤气化 在合成气体冷却器中进行测试;荷兰、美国 总计供应长度 |
1995-1990 | 300 > 74 000 |

Alleima合瑞迈的质量管理体系得到了国际组织的认可。例如,我们通过了ASME产品质量保证体系,ISO 9001和QS 9000认证,以及LRQA、JIS和其他组织的材料制造商认证。
环保意识是我们业务不可分割的一部分,也是我们所有业务活动的重中之重。我们通过了ISO 14001认证。更多信息
Alleima和Sanicro是Alleima AB持有的商标