气化
气化是一种从煤炭、石油产品、生物质或废物等不同类型的有机材料中产生合成气体的方法。合成气体可进一步加工成各种化学品和/或用于发电。与直接燃烧相比,将合成气体转化为电能以及碳捕集可能更有效、更容易实现。气化后,气体在合成气体冷却器中冷却并回收热量。合成气体具有腐蚀性,这意味着必须使用高合金材料和特殊产品。
优异的耐腐蚀性
高合金不锈钢组件(Sanicro® 30)对腐蚀性合成气体具有出色的保护作用。气体是CO、H2、H2O、CO2、N2、HCl和H2S的混合物,形成还原性气氛。承载蒸汽侧压力的低合金铁素体钢(Alleima HT5)
降低了蒸汽侧应力腐蚀开裂(SCC)的风险。
极具吸引力的设计特性
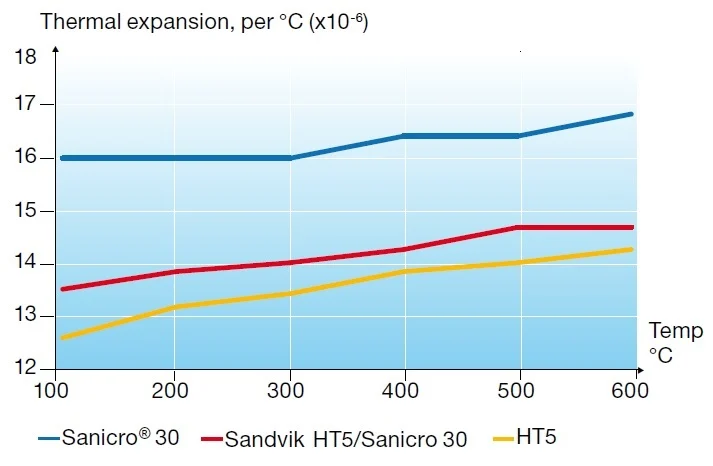
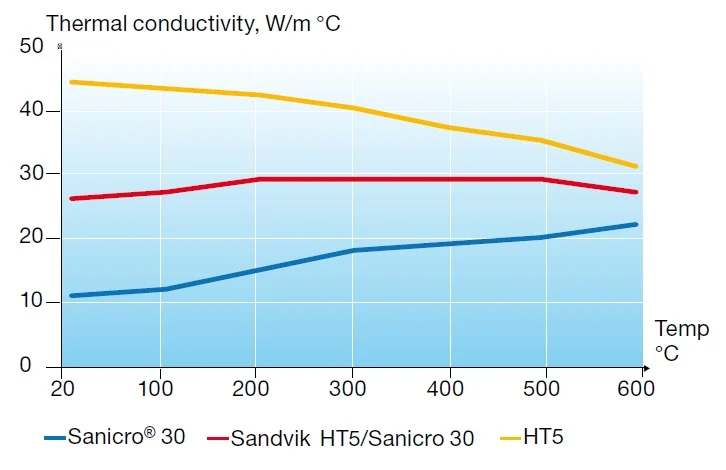
内外管部件之间的冶金结合确保了管材即使在弯曲后也能保持机械完整性。这种结合还保证了内外管材料有效发挥各自的性能。由于耐腐蚀合金通常比载体薄,因此复合管的热膨胀率和热导率值更接近低合金部件的值。与单组分不锈钢管相比,其热膨胀系数更低、管材金属温度更低,应力更小。
实践经验
1994/1995年,Alleima合瑞迈为美国两个煤气化项目生产供应了约10000米(32808.4英尺)的Alleima HT5/Sanicro® 30复合管。两个IGCC项目分别于1995年和1996年启动。2009年,公司又为其中一个项目生产了2000米(6600英尺)的合成气体冷却器更换管。新管于2010年安装完毕。同时也对旧冷却器中使用的管子进行了调查,结果显示只有一部分有限的材料退化了。经过15年的使用,不锈钢部件的厚度仍在交付管材的公差范围内。2010年又生产了5000米(16400英尺),2011/2012年生产了18000米(59100英尺),用于北美和亚洲的气化项目。
牌号
外部组件
Alleima HT5 (ASTM/ASME SA-213/T12, EN 1.7335).
| C |
Si |
Mn |
P |
S |
Cr |
Mo |
| 0.10 |
0.25 |
0.5 |
≤0.025 |
≤0.025 |
1.0 |
0.5 |
密度:Alleima HT5 = 7.9 g/m3
内部组件
Sanicro® 30 (ASME SB407, UNS N08800, EN 1.4558).
| C |
Si |
Mn |
P |
S |
Cr |
Ni |
Ti |
Al |
| ≤0.030 |
0.5 |
0.6 |
≤0.020 |
≤0.015 |
20 |
32 |
0.5 |
0.3 |
密度:Sanicro 30 = 8.0 g/cm3
物理特性
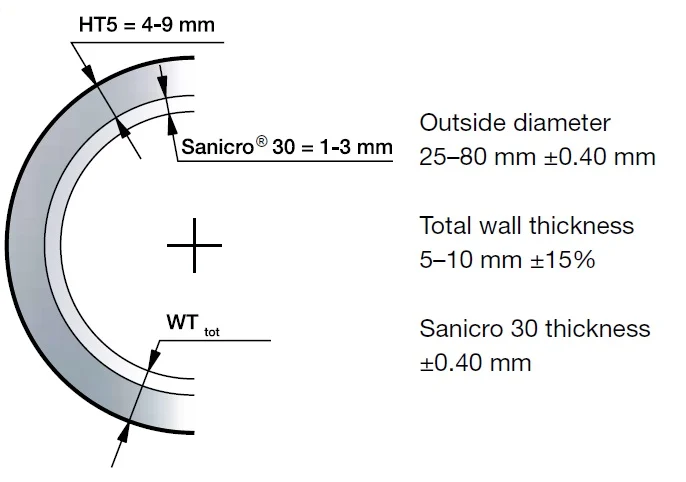
通常情况下,Sanicro® 30制成的部件厚度占复合管总壁厚的25%-30%。复合管物理性能的计算比例为25%的Sanicro® 30和75%的Alleima HT5。内外部组件的数据均基于实际测量结果。
规格
Alleima合瑞迈钢管规格:7-1-1253 ASME SA-213、ASME SA-450、EN 10216-2:2002 + AZ:2007、EN 10216-5。
尺寸及典型公差
壁厚和壁厚公差。最小壁厚总计 = Alleima HT5 + Sanicro® 30(根据ASME第I部分和第II不分标准,最小壁厚中需要有承压部件)。
焊接
对焊
复合管的对焊必须对稀释进行控制。由于存在可能形成不必要的微结构(如马氏体)的风险,以不锈钢为内部组件的复合管焊接需要遵循特定的焊接程序。
为确保焊接点具有出色的耐腐蚀性和机械性能,建议采用以下沟槽准备(图3)和焊接顺序(图4)。
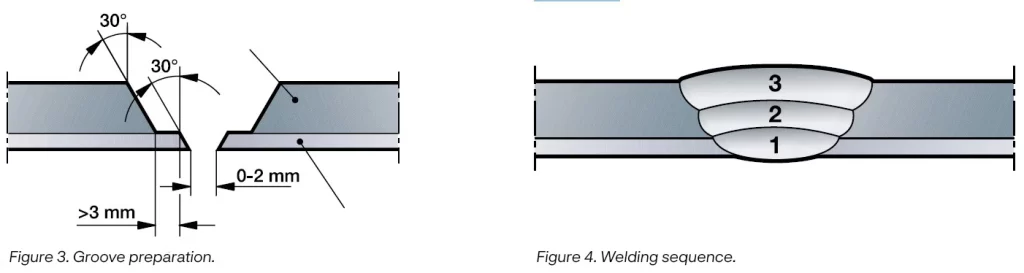
表1。推荐的填充金属和焊接方法,参见图4
| 选项 |
内部组件(1) |
|
过渡(2) |
|
外部组件(3) |
|
|
方法 |
填充金属 |
方法 |
填充金属 |
方法 |
填充金属 |
| A |
MMA |
1) |
MMA |
1) |
MMA |
1) |
|
TIG |
2) |
TIG |
2) |
TIG |
2) |
| B |
TIG |
2) |
MMA |
碳含量低的铁,如OK 53.18 3) |
MMA |
4) |
|
|
|
TIG |
碳含量低的铁 |
TIG
|
5) |
- EN ISO 14172:E Ni6182(NiCr15Fe6Mn/AWS A5.11 ERNiCrFe-3
- EN ISO 18274: S Ni6082(NiCr20Mn3Nb)/AWS A5.14 ERNiCr-3
- EN ISO 2560-A:E 38 2B 3 2 H10/AWS A5.1:E7016
- EN ISO 3580-A:E CrMo1B4 2 H5/AWS A5.5:E8018-B2
- EN ISO 21952-A:G CrMo1Si/EN ISO 21952-B:G55M1CM2/AWS A5.28: ER 80S-G