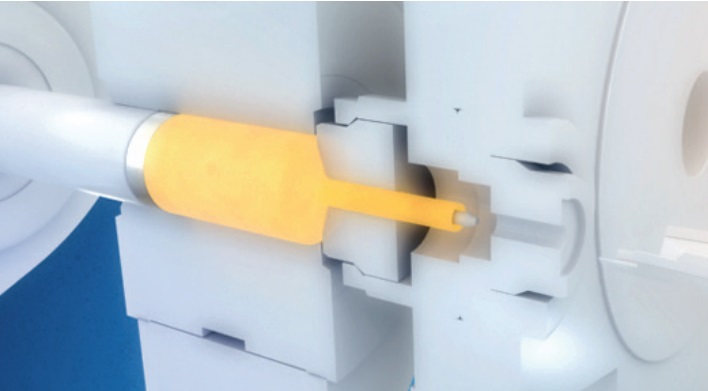
图2。Alleima合瑞迈复合管由两种不同的材料通过热挤压冶金技术结合到一起。通过选择适用于内外部组件的合金,可优化耐腐蚀性和机械性能,以获得全面满足内外部材料不同要求的管材。
图2。Alleima合瑞迈复合管由两种不同的材料通过热挤压冶金技术结合到一起。通过选择适用于内外部组件的合金,可优化耐腐蚀性和机械性能,以获得全面满足内外部材料不同要求的管材。
牌号
- 外部组件:Sanicro® 67,EN 2.4642,UNS N06690。
- 内部组件:Alleima® 4L7,EN 1.0425,P265GH,ASME SA-210 A1或ASME SA210 C
- 内部组件:Alleima® 4L7,EN 1.0425,P265GH,ASME SA-210 A1或ASME SA210 C
化学成分,Sanicro® 67(标称值),%
| C |
Si |
Mn |
P |
S |
Cr |
Ni |
Fe |
| 0.02 |
≤0.5 |
≤0.5 |
≤0.020 |
≤0.015 |
30 |
Bal (60) |
10 |
化学成分,承载部件(通常为内部部件)(标称值),%
| Alleima合瑞迈 |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Mo |
| 4L7 |
0.20 |
0.3 |
0.7 |
≤0.025 |
≤0.020 |
≤0.30 |
- |
≤0.08 |
| 3Mo1 |
0.012-0.20 |
0.35 |
0.40-0.90 |
≤0.025 |
≤0.020 |
2.3 |
0.3 |
0.25-0.35 |
尺寸,标准规格
| 外径 |
总体最小壁厚 |
不锈钢组件平均厚度 |
碳钢组件平均厚度 |
| mm |
in. |
mm |
in. |
mm |
in. |
mm |
in. |
| 38 |
1.5 |
5.0 |
0.197 |
1.40 |
0.055 |
3.60 |
0.142 |
| 63.5 |
2.5 |
6.53 |
0.257 |
1.82 |
0.072 |
4.71 |
0.185 |
| 76.2 |
3 |
6.58 |
0.259 |
1.86 |
0.073 |
4.72 |
0.186 |
规格
Alleima合瑞迈规范7-1-0009,PED 97/23/EC,EN 10216-2,EN 12952-2附录C(VD-TÜV Werkstoffblatt 541 03.2001)。
热膨胀、传导性
以下复合管值是根据典型尺寸最小值63.5 x 6.53 mm(2.5 x 0.257 in.)计算。
| Sanicro® 38 和 67 |
= 1.82 mm (0.072 in.) 平均值. |
| Alleima® 4L7 |
= 4.71 mm (0.185 in.) 最小值. |
|
= 6.53 mm (0.257 in.) 最小值. |
公差
允许的外径和壁厚变体。
| 外径 |
38 mm (1 1/2 in.) ± 0.2 mm (0.008 in.) |
|
50.8 mm (2 in.) ± 0.25 mm (0.010 in.) |
|
63.5 mm (2 1/2 in.) ± 0.3 mm (0.012 in.) |
|
76.2 mm (3 in.) ± 0.38 mm (0.015 in.) |
| 总壁厚 外径 |
<50.8 mm (2 in.); +22%-0 |
|
≥50.8 mm (2 in.); +15%-0 |
不锈钢组件厚度
+ 0.60 mm (0.024 in.) – 0.40 mm (0.016 in.) 通过对每根管的整个长度进行涡流测试来检查不锈钢组件的厚度。
热膨胀,温度范围(10--6</sup)内的平均值/°C
| Temp. °C |
Alleima® 4L7 |
Sanicro® 67 |
Sanicro® 38 |
Sanicro® 38/4L7 |
Sanicro® 67/4L7 |
| 30-100 |
12.3 |
13.6 |
14.9 |
13.0 |
12.7 |
| 30-200 |
12.8 |
14.1 |
15.3 |
13.5 |
13.2 |
| 30-300 |
13.5 |
14.5 |
15.7 |
14.1 |
13.8 |
| 30-400 |
14.0 |
14.9 |
16.1 |
14.6 |
14.3 |
| 30-500 |
15.3 |
15.3 |
16.2 |
14.8 |
14.6 |
导热性, W/m (BTU/ft h °F)
| °C (°F) |
Alleima® 4L7 |
Sanicro® 67 |
Sanicro® 38 |
Sanicro® 38/4L7 |
Sanicro® 67/4L7 |
| 23 (73) |
46 (26.5) |
11 (6.5) |
11 (6.5) |
25 (14.5) |
25 (15) |
| 100 (200) |
48 (27.5) |
13 (7.5) |
12 (7) |
27 (15.5) |
29 (17) |
| 200 (400) |
47 |
14 (8.5) |
- (-) |
- (-) |
29 (17) |
| 300 (600) |
46 (26.5) |
16 (9.5) |
16 (9.5) |
31 (18) |
31 (18) |
| 400 (800) |
44 |
18 (10.5) |
- (-) |
- (-) |
32 (19) |
| 500 (1000) |
42 (24.5) |
19 (11.5) |
19 (11) |
32 (18.5) |
32 (19) |
耐腐蚀性增强
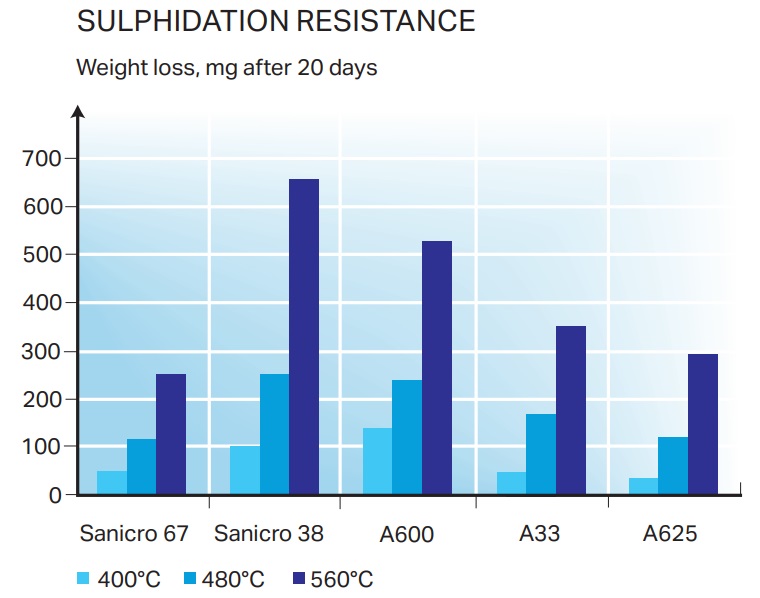 图3。在标准测试中,Sanicro® 67具有良好的耐硫化性。由FPInnovations/Paprican提供
图3。在标准测试中,Sanicro® 67具有良好的耐硫化性。由FPInnovations/Paprican提供
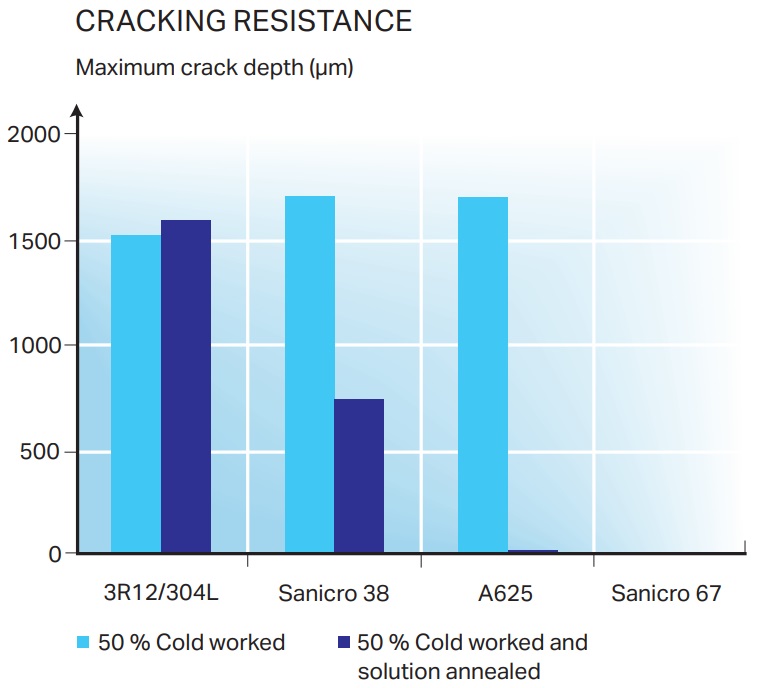 图4。Sanicro® 67在退火和冷加工状态下具有优异的抗裂性。由FPInnovations/Paprican提供
图4。Sanicro® 67在退火和冷加工状态下具有优异的抗裂性。由FPInnovations/Paprican提供
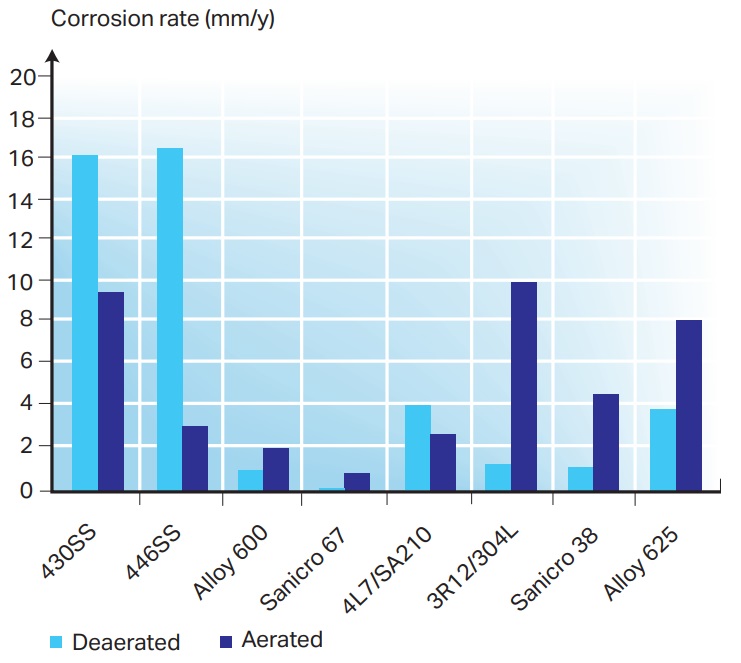 图5。模拟风口环境下的耐腐蚀性试验。由FPInnovations/Paprican提供。
图5。模拟风口环境下的耐腐蚀性试验。由FPInnovations/Paprican提供。
焊接
对焊
对复合管进行对接焊接时,应注意控制稀释。接合区的熔点低于不锈钢的熔点。如果接合区接触过多热量,则可能出现局部熔化。
首选的焊接方法是使用被覆焊条的MMA(SMAW/111)。TIG(GTAW/141)也是一种可接受的方法。
为确保焊接点具有更好的耐腐蚀性和机械性能,建议采用以下边缘准备(图6)和焊接顺序(图7)。表1列出了有关焊接方法、填充金属和焊接参数的建议。
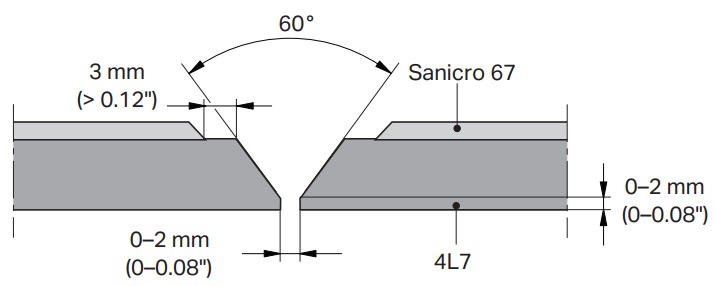 图6。焊缝边缘制备。
图6。焊缝边缘制备。
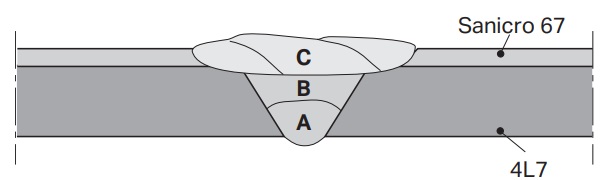 图7。焊接顺序。
图7。焊接顺序。
面板焊接
使用 Sanicro® 67 复合管制造面板的常规方法是生产膜面板,用膜将管子连接起来,见图8。
面板的车间焊接应使用专门设计的机器。在进行焊接时,应根据客户的要求控制熔透。过度渗透可能导致热裂或形成脆性焊接结构。此外,在碳钢膜,过度稀释填充金属也可能导致热裂或脆性焊接结构。
埋弧焊(SAW)是用于制造膜面板的合适方法,见表2。填充金属的选择取决于所使用的膜材料。SAW焊接时应使用基本助焊剂。由于容易发生热裂纹,应注意碳钢膜材料中的杂质含量。
表1。对焊的填充金属和焊接方法
| 焊道(参见图7) |
焊道(参见图7) |
焊道(参见图7) |
最大输入热量,kJ/mm (kJ/in.) |
预热和层间温度 °C (°F) |
| 根部焊道及填充焊道
- A & B
碳钢 |
MMA |
匹配填料 |
AWS A5.1 E7018 |
2,5 (63)1 |
250 (480) |
| TIG |
匹配填料 |
AWS A5.18 ER70S-6 |
2,5 (63)1 |
250 (480) |
| 顶部行程 - C
不锈钢 |
MMA |
Sanicro 69 |
AWS A5.11 ENiCrFe-7 |
1,0 (25) |
150 (300) |
| TIG |
Sanicro 68HP |
AWS A5.14 ERNiCrFe-7 |
1,0 (25) |
150 (300) |
表2。使用与合金690(Sanicro® 67)和合金825(Sanicro® 38)类似的膜材料进行面板焊接的焊接方法和焊材
| 焊接方法 |
焊接耗材 |
最大输入热量,kJ/mm (kJ/in.) |
| SAW |
Sanicro® 68HP AWS A5.14
ERNiCrFe-7
和助焊剂 Alleima® 50SW |
1,0 (25) |
厚膜片应当倾斜,以尽量减少膜材料进入焊缝中的量,见图8。
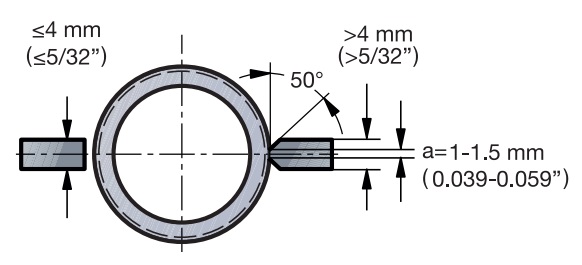 图8。翅片焊缝边缘制备。
图8。翅片焊缝边缘制备。
弯曲
- 复合管的弯曲方法与单组件管的弯曲方法相同。
- 半径小于1.3 x D(≈38 %变形)时,建议采用冷弯法。对于更小的半径,建议采用热弯工艺。
- 半径小于1.3 x D(≈38 %变形)时,建议采用冷弯法。对于更小的半径,建议采用热弯工艺。
- 与合金625等其他耐腐蚀合金相比,Sanicro® 67的加工硬化率较低,可显著降低开裂风险。
高蒸汽压力
近年来,回收锅炉的蒸汽压力在不断上升,这意味着饱和蒸汽温度以及金属表面温度也在不断升高(100bar=311C,150bar=343C)。因此需要更厚的承重内构件壁来满足设计标准。
Alleima合瑞迈提供下列两种更坚固的内构件选项,以减少对管壁加厚的需求。
适用于根据ASME锅炉和压力容器规范设计的锅炉:
适用于根据ASME锅炉和压力容器规范设计的锅炉:
ASME SA210 A1级和C级(内部代号均为4L7)最大容许应力值一览表
| 牌号 |
TC |
300 |
325 |
350 |
375 |
400 |
425 |
450 |
| SA210A1 |
MPa |
118 |
118 |
117 |
105 |
88.9 |
75.3 |
62.7 |
| SA210 C |
MPa |
138 |
138 |
135 |
123 |
101 |
83.8 |
67 |
| 关系 |
|
1.17 |
1.17 |
1.15 |
1.17 |
1.14 |
1.11 |
1.07 |
适用于根据欧洲PED规则设计的锅炉:
2.EN10216-2 EN1.5415,16Mo3,其强度值比标准P265GH组件高13%-95%。
根据EN 10216-2,P265GH(内部代号为4L7)和16Mo3(内部代号为3Mo1)在高温下蠕变断裂和最低屈服强度RP02及蠕变强度一览表
| 牌号 |
TC |
350°C |
360°C |
370°C |
380°C |
390°C |
| P265GH |
MPa |
141 |
141 |
141 |
141 |
134 |
| 16Mo3 |
MPa |
159 |
159 |
169 |
159 |
156 |
| 关系 |
|
1.13 |
1.13 |
1.13 |
1.13 |
1.16 |
| 牌号 |
TC |
400°C |
410°C |
430°C |
440°C |
450°C |
| P265GH |
MPa |
128 |
114 |
100 |
88 |
77 |
| 16Mo3 |
MPa |
156 |
156 |
156 |
156 |
150 |
| 关系 |
|
1.22 |
1.37 |
1.56 |
1.77 |
1.95 |
与普通的SA210A1和P265GH组件相比,这两种可选的高强度材料(SA210 C级和EN10216-2 16Mo3)可使管壁设计得更薄。