对比测试
在各种加工应用中进行的广泛测试表明,Sandvik SAF™ 2507 棒具有比最接近的竞争对手材料更好的切削性,刀具寿命延长了 23%,并在所有加工组件方面实现了总体节约:
- 在刀具失效前钻孔 168 个,竞争对手材料为 135 个
- 螺纹孔 168 个,竞争对手为 112 个
- 所有操作的刀具磨损小于 0.3 毫米
- 碎屑形成更好
- 功耗更低
所有测试使用山特维克可乐满嵌入件和刀架。
项目范围
比较 Sandvik SAF™ 2507 与最接近的竞争对手材料的切削性。
操作:
使用指定的加工数据进行车削、钻孔和攻丝。
参数:
- 切削工具和刀具磨损
- 原材料表面处理
- 机床功耗
- 加工过程中的碎屑形成和碎屑间隙
车削
- 粗加工和中等加工(切割速度为 60、80、100 和 125 米/分)
- 直径 100 毫米的圆棒
测试标准;
- 切割工具失效或后刀面磨损 0.3 毫米
以下情况视为切割工具失效:
- 边缘断裂
- 塑性变形
- 表面破损
- 切口磨损
- 后刀面磨损

切割数据
| 嵌入件几何形状 | CNMG 120412MM |
| 牌号 | GC2025 |
| 送丝 | 0.3 毫米/转 |
| 冷冻剂 | Castrol Alusol SL 51XBB |
| 机床 | MAZAK INTEGREX MACH 2 |
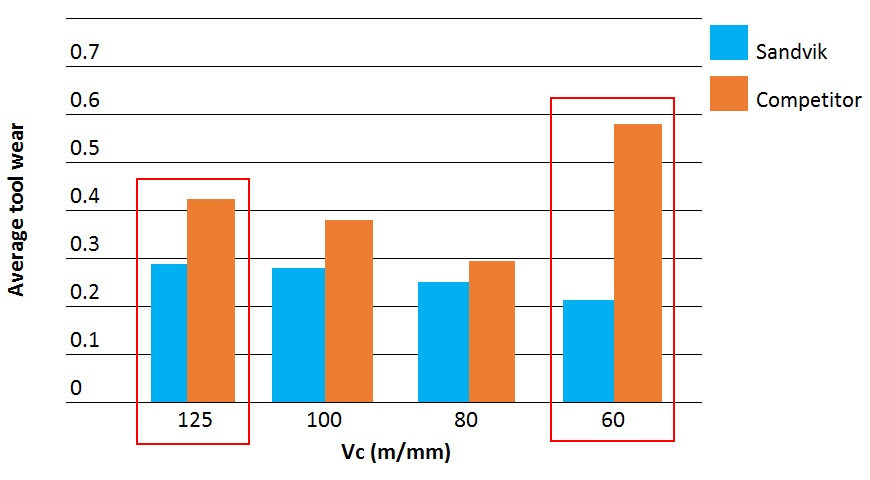
结果
- Sandvik SAF™ 2507 在刀具寿命和刀具磨损方面表现更好
- 该牌号在较粗和中等车削操作中都具有更长的刀具寿命
- 该牌号的平均刀具磨损始终小于刀具磨损 0.3 毫米的测试标准
- 竞争对手的材料在 60 米/分钟和 125 米/分钟时具有最高的刀具磨损和最低的刀具寿命
| Vc m/mm | Sandvik SAF™ 2507 | 1.4410(竞争对手) | 节约 % |
| 60 | 1100 秒 | 886 秒 | 24 |
| 80 | 690 秒 | 663 秒 | 4 |
| 100 | 610 秒 | 610 秒 | - |
| 125 | 478 秒 | 390 秒 | 22 |
碎屑形成
在以下条件下进行测试:
- 切割速度为 70 米/分钟和 90 米/分钟
- 送丝切边和深度切割的五种不同组合
与竞争对手的材料相比,该牌号在低和高送丝速度下提供更好的断屑,并且实现了短螺旋形式。 较短的碎屑可在加工刀具上实现更好的切割操作、更长的刀具寿命和更短的碎屑间隙时间。
钻孔
测试标准:
- 目标孔数: 257
- 切割速度: 40 米/分钟
- 送丝速度: 0.08 毫米/转。
钻具:
- 8.7 5xD Cod. 860.1-0870-044°1-MM 2214
测试分析:
- 切削性
- 刀具寿命
- 功耗
- 碎屑形成
Sandvik SAF™ 2507 与竞争对手的材料分别生产了 168 和 135 个孔,消耗电力分别为 18% 和 30%。

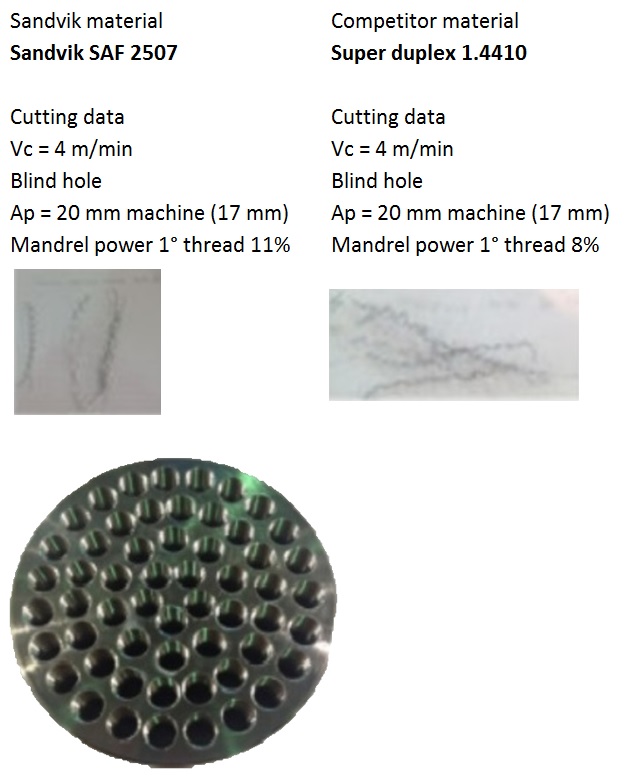
攻丝
测试标准:
- 攻丝孔数: 257
- 切削速度: 4 米/分钟
攻丝工具:
- 5 6H - 代码 E404M10
测试分析:
- 工具失效
Sandvik SAF™ 2507 与竞争对手的材料分别生产了 168 和 112 个螺纹孔,Sandvik SAF™ 2507 甚至还能继续使用。 用于竞争对手材料的攻丝工具的刀尖发生了崩刃。