产品和产品历史
复合管由不锈钢外层和普通锅炉管材料的内部承载层组成,内外层以粉末冶金技术结合到一起。 所有复合管均经过全面的超声波检查,确保内外表面无缺陷且完美结合。
山特维克从 20 世纪 70 年代初开始生产复合管。 其最常见的应用是作为纸浆和造纸行业回收锅炉的炉壁。 迄今为止,山特维克已向全球 250 多个回收锅炉供应了超过 150 万米的 3R12/4L7。®
等级
外部组件 Sandvik Sanicro 38,类型 UNS N08825,Mod。 合金 825,W.-Nr. 2.4858.
化学成分(名义值),%
| C | Si | Mn | Cr | Ni | Mo | Cu | Ti |
| ≤0.030 | ≤0.5 | 0.8 | 20 | 38.5 | 2.6 | 1.7 | 0.8 |
内部组件 Sandvik 4L7,类型 ASME SA-210 A1,EN P265GH,EN 1.0425,W.-Nr. 1.0405,St 45.8.III,SS 1435。
化学成分(名义值),%
| C | Si | Mn | P | S |
| ≤0.18 | ≤0.3 | 0.7 | ≤0.030 | ≤0.030 |
参数
山特维克规范 7-1-0009
ASME 规范第 1 节和第 II 节
VD-TÜV Werkstoffblatt 541.03.2001
TÜV Wien Werkstoffblatt 140
Sanicro 38/4L7 适用于更严苛的条件
山特维克开发了一种耐腐蚀性更强的复合管产品 Sanicro 38/4L7*(主要用作回收锅炉的地板)。 该产品具有显著提高的耐腐蚀性。 它的抗 SCC 性更强,并且具有更好的疲劳强度和更好的结构稳定性。
尺寸和公差
库存标准尺寸
| 外径 | 总体最小壁厚 | 不锈钢组件厚度 | 碳钢组件的最小厚度 |
| mm (in.) | mm (in.) | mm (in.) | mm (in.) |
| 50.8 (2) | 5.08 (.200) | 1.42 (.056) | 3.66 (.144) |
| 63.5 (2.5) | 6.53 (.257) | 1.82 (.072) | 4.71 (.185) |
| 76.2 (3) | 6.58 (.259) | 1.86 (.073) | 4.72 (.186) |
可应要求提供其他尺寸。
公差
允许的外径和壁厚变体
外径: ± 0.5%
总壁厚: +15/-0%
不锈钢组件厚度: ± 0.40 毫米(0.016 英寸)
通过测试每根管的整个长度来检查不锈钢组件的厚度。
焊接
对焊
复合管的对焊必须以成分稀释过程可控的方式进行。 粘合区的熔点低于不锈钢熔点,如果粘合区接触过多热量,则可能出现局部熔化。 因此,为确保焊接点具有最佳耐腐蚀性和机械性能,建议采用以下边缘准备(图 2)和焊接顺序(图 3)。 见表 1。
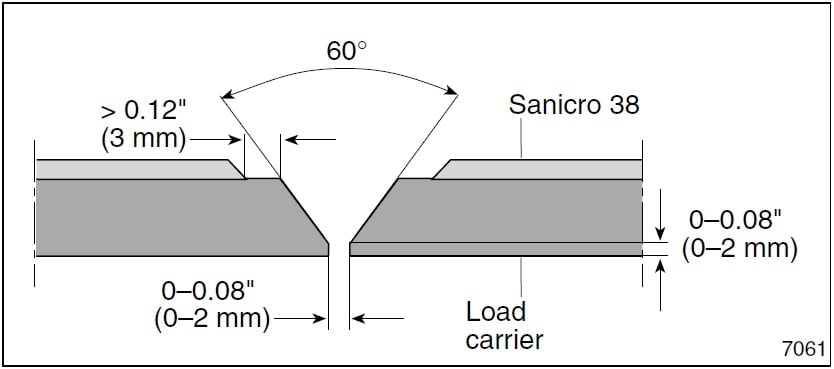
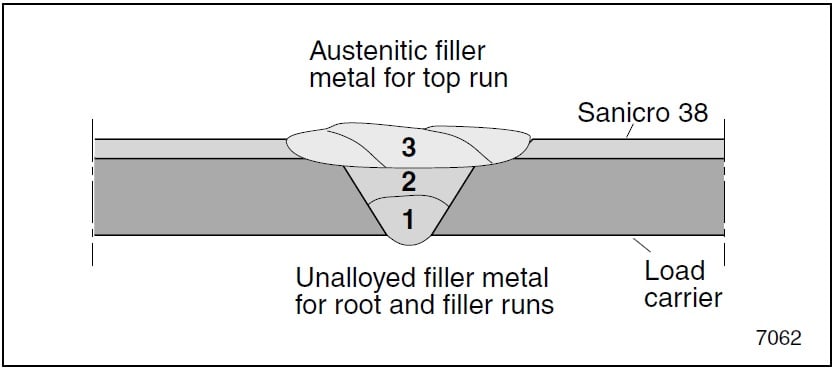
表 1. 对焊的填充金属和焊接方法。
| 焊道 | 焊接方法 | 填充金属选项规范 | 最大热输入1) | 最大层间温度 |
| 千焦/毫米(千焦/英寸) | ºC (ºF) | |||
| 碳钢 | TIG/MIG | 匹配填料 AWS A5.18: ER 70 S-6 | 2.5 (63) | - |
| (编号 1 - 2) | MMA | 匹配填料 AWS A5.1E 7018 | 2.5 (63) | - |
| 不锈钢 | TIG/MIG | Sandvik 27.31.4.LCu AWS A5.9 ER 383 | 1 (25) | 150 (300) |
| (编号 3) | TIG/MIG | Sanicro 60 AWS A5.14 ER NiCrMo-3 2) | 1 (25) | 100 (212) |
| MMA 3) | Sandvik 27.31.4.LCuR AWS A5.4 E 383-16 | 1 (25) | 150 (300) | |
| MMA 3) | Sanicro 60 AWS SFA5.11 E NiCrMo-3 2) | 1 (25) | 100 (212) |
1) 如果不锈钢剥离增加,可以对根部和填料施加更高的热量输入。
2) Sanicro 60 用于垃圾焚烧锅炉。
3) MMA 推荐用于手工焊接,以确保对焊的碳钢横截面保持低穿透性和维护性。
面板焊接
通常制造两种类型的面板: 切向板(直接通过焊接连接的管)或翅片板(通过翅片连接的管)- 见图 4 和 5。
在这两种情况下,必须使用专门为此目的设计的机器进行车间焊接。 焊缝不应穿透复合管的不锈钢层,否则可能导致热裂或形成脆性焊接结构。 此外,在翅片焊接(碳钢翅片)期间,过度稀释全奥氏体不锈钢填充金属也可能导致热裂或脆性焊接结构。
MIG (GMAW/131) 或 SAW (12) 是用于制造翅片板的合适方法。 填充金属的选择取决于所使用的翅片材料。 使用 SAW (12) 时,应使用碱性熔剂。 通常,应尽量减少稀释,以避免产生热裂或脆性焊接金属结构。 应注意碳钢翅片材料中的杂质水平,以尽量减少对热裂的敏感性。
厚翅片应当倾斜,以尽量减少翅片材料进入焊缝中的量(见图 4)。

物理特性
| 密度 | g/cm3 | ib/in3 |
| 4L7 | 7.9 | 0.28 |
| Sanicro 38 | 8.1 | 0.30 |
热膨胀/导热性
下面的复合管值是根据典型尺寸(尺寸为 63.5 x 6.53 mm min. (2.5 x 0.257" min))计算的。
| 3R12 | 1.65 (0.065") 平均值 | Sanicro 38 | 1.82 (0.072") 平均值 |
| 4L7 | 4.88 (0.192") 最小值 | 4L7 | 4.71 (0.185") 最小值 |
| 总计 | 6.53 (0.257") 最小值 | 总计 | 6.53 (0.257") 最小值 |
热膨胀,温度范围 (x10-6) 内的平均值
每 °C
| 温度 °C | 4L7 | 3R12 | Sanicro 38 | 3R12/4L7 | Sanicro 38/4L7 |
| 30 –100 | 12.3 | 16.5 | 14.2 | 13.4 | 12.8 |
| 30 –200 | 12.8 | 17.2 | 14.6 | 13.9 | 13.3 |
| 30 –300 | 13.5 | 17.7 | 14.9 | 14.6 | 13.9 |
| 30 –400 | 14.0 | 18.0 | 15.1 | 15.0 | 14.3 |
| 30 –500 | 14.3 | 18.4 | 15.3 | 15.3 | 14.6 |
每 °F
| 温度 °F | 4L7 | 3R12 | Sanicro 38 | 3R12/4L7 | Sanicro 38/4L7 |
| 86 – 200 | 6.8 | 9.1 | 7.9 | 7.4 | 7.1 |
| 86 – 400 | 7.1 | 9.6 | 8.1 | 7.7 | 7.4 |
| 86 – 600 | 7.5 | 9.8 | 8.3 | 8.1 | 7.8 |
| 86 – 800 | 7.8 | 10.1 | 8.4 | 8.4 | 8.0 |
| 86 – 1000 | 8.0 | 10.2 | 8.5 | 7.6 | 8.2 |